写在前面的几句话:
1、请不要刨根问底是从哪里、从什么人士手上得来的资料?这些都是不方便说的,清理解。我把收集来的相关资料进行归纳整理,目的就是为了那些对9910的1-0水印若干变化感到雾里看花的朋友们提供一点可以借鉴的资料。通过仔细阅读本文,也许您就能清晰地弄明白窄水、中水和宽水是怎么产生的。
2、本文的论述的是否翔实可靠,请大家多丛逻辑上的角度入手。如果逻辑上是科学严谨的,问题就会少;如果逻辑上是混乱的,问题就会多。
3、相信在收藏的队伍中会有一定数量的朋友们是工作于造纸业的,请懂行的朋友们对本文阐述不当之处不吝指教!
4、衷心地感谢那些提供热情帮助和无私奉献的纸业朋友们,如果本文能够在爱好者们之中引起共鸣并取得共识,那么你们就是收藏领域的大功臣!!!!!!
一年多以来特别是近一段时间,围绕9910纸币的一系列争议较大的问题,多次请教了造纸行业的专家和学者。从了解的情况来看,“1-0”水印的母模是一致的,10水印的母模也是一致的。
随着经验的不断积累,在9910钞纸原纸生产后期,由于在生产工艺、设备适应性、人员操作的熟练程度、处理问题解决问题的能力等等方面,都达到了一定的高水准,具备了生产真正的和面值相对应的水印即10水印的能力,所以后期就改成了10水印。
注释:据说初始阶段本意是要生产10水印,但当初为了固定“1”和“0”,在其之间加一个连接短杠“-”而造成了1-0水印的客观现实。后来技术成熟了,便取消了1和0之间的杠“-”,并将1和0的间距做了调整,从而形成了真正的与面值相符的10水印。
如果说“1-0”水印的模具是一致的,大家一定会有如下疑问:
为什么会出现1-0水印的杠“-”窄中宽和“0”的形状变化呢?
为什么会出现“1﹨0”和“1∕0”等变体水印呢?
为什么会出现1-0水印的粗体和细体呢?
为什么在中后期的水印特别是10水印比较稳定呢?
等等一系列疑问,这正是本文要重点介绍和论述的。
由于资料来源有限,并不能完整地反映当时的全貌,但关键的要素已经明了。下面把收集到的有关白水印的资料信息进行简单地按照以下几个方面进行汇总(按照某纸业总工程师的话说,如果把白水印的问题论述清清楚楚明明白白,至少需要10万字!),希望本文能够诠释大家的种种疑惑,并能使大家收藏之路上能有所借鉴。
一、印钞纸的大概工艺流程
1、制浆工艺流程:
棉浆(或者麻浆)板——碎浆机——浓缩机——储存池——(筛选——净化——浓缩机——储存池)——供抄纸备用。
2、抄纸工艺流程:
打浆——配料——流送——布浆头箱——网部——压榨部——干燥部(含施胶)——压光部——卷取部——分切机——选纸——打包入库——供印刷厂调用。
3、损纸处理流程:
生产过程损纸——碎浆机——浓缩机——打浆前损纸池——供打浆配料调用。
二、影响产品产量质量几个重要参数
(一)造纸车间的“三率”
是指造纸车间的抄造率、成品率和合格率,是造纸车间的主要经济技术指标。“三率”越高说明生产越正常,质量越稳定。反之,“三率”越低,说明生产越不正常,质量越不稳定。同理,“三率”越高说明白水印越稳定,“三率”越低说明白水印越不稳定(后面会论述到这个问题)。
1、抄造率:抄造率是指在卷纸机处成纸的完成率。
抄造率=抄造量∕(抄造量+抄造损纸量)
抄造量是指实际卷纸重量,抄造损纸量包括造纸机的断头损纸、纸轴换轴损纸、各道压榨损纸。
2、成品率:成品率是指合格成品量的百分率。
成品率=合格成品量∕抄造量
3、合格率:合格率指全部产品中合格成品的百分率。
合格率=合格成品量∕全部产品量
合格成品量指符合质量指标的合格产品量,全部产品包括合格成品、副品、等外品、小小裁纸。
(二)纵向伸长率和横向收缩率
1、纵向伸长率:是指纸页在纸幅纵向用特定仪器在特定条件下所反映出来的纵向伸长百分率;
2、横向收缩率:是指纸页在纸幅横向用特定仪器在特定条件下所反映出来的横向收缩百分率;
注释:纵向伸长率和横向收缩率的不稳定性将会对白水印的稳定性带来明显影响。即纵向伸长率的不稳定会使白水印的长度发生变化,横向收缩率不稳定会使白水印的宽窄发生变化。
(三)打浆度(即扣解度)
打浆度反映纤维的滤水程度。打浆度间接地反映了纸浆的黏度程度,不同的打浆方式也会带来不同的打浆度。不同类别的纸张都有相对固定的打浆度范围和打浆方式要求,偏离太远必然出现质量偏差,所以稳定的打浆度是保证质量的重要前提。
注释:打浆度的大小对纸页氢键结合力的影响很大,即打浆度越高氢键结合力越大。纸页强度=氢键结合力+纤维交织力,即纸页强度与打浆度和纤维的平均长度密切相关。
(四)氢键结合力
氢键结合力是反映纸张强度的一个隐性指标。当湿纸页进入干燥部以后,随着湿纸页水分的不断减少、纤维之间的“水桥”渐渐地消失,随之而来的是纤维之间的距离逐渐地拉近,纤维之间的正氢离子和付氧离子相互吸引而结合在一起,从而形成了“氢键”。
注释:氢键结合力对纸页的纵向伸缩率和横向收缩率影响很大,即氢键结合力越大,纸页的纵向伸缩率和横向收缩率越大,因而也会影响白水印的纵向和横向发生变化。
(五)其他系列指标(略)
印钞纸原纸的质量指标还有很多,但和1-0水印联系不大,此处略去不表。
三、简单介绍纸币白水印成型装置——饰面辊
饰面辊现在已经广泛地应用于国内的几乎所有薄页纸的造纸厂,在我国,饰面辊兴起于90年代初期。饰面辊的应用可以大大地改善纸页的匀整性和美观度。饰面辊大体可以分为两个类别:
(一)被动式饰面辊:被动式饰面辊是指饰面辊的转动是靠纸页成型网拖动的,饰面辊本身没有驱动装置。这类饰面辊直径一般在400-800mm之间,它由网鼓、滑轮、支座、喷水装置、喷蒸汽装置和面网等部分组成。网面是由一定直径的铜丝或者钢丝按照一定经纬要求编制而成,网面由人工用锡焊的方式固定在网鼓上,常规情况下一个面网大约用3-6月(钢网大约用一年左右),但在试生产初期也有几天就换一次面网的。
饰面辊直径在450-800mm之间的也有带驱动装置的,但相对比较少见,主要是根据车速和品种的特定要求而定。
被动式饰面辊由于精度较差,适合用于一版的文化纸上。
(二)驱动式饰面辊:驱动式饰面辊就是本身带有驱动装置的饰面辊。这类饰面辊直径一般在800-1200mm之间,它由网鼓、转轴、支座、驱动装置、喷水装置、喷蒸汽装置、护罩和面网等部分组成。驱动方式是无极变速的,可以人工根据需要进行调节,也可以和网速形成模块进行联动控制。饰面辊网面有两种类型:
1、饰面辊网面用平滑钢网的。这类饰面辊只是平滑的网面,没有特殊的饰面装置,这类饰面辊主要适用于提高纸张均匀性的,没有其他特殊要求,一般用于中等车速的普通纸。
2、饰面辊网面用特殊钢网并附加特殊印模的。这种特殊模块有各种图案的。比如9910的花卉水印和1-0水印模块用特殊的方式固定在网面上,按照宽度和圆周方向,根据9910票面的尺寸和纸页在抄造过程的收缩率要求,把花卉水印和1-0水印模块在饰面辊网面排布均匀。为了方便固定10水印便在1和0之间加上连接杠“-”,其中“-”的高度略低于“1”和“0”的高度。
四、印钞纸的生产工艺简介
详细的生产工艺是绝对保密的,即使有关系也不会拿到非常详细的工艺配方,只得到了大概的工艺流程和简单的参数。为此我专门地请教了一家文化纸业公司的总工程师,他说:从宏观上看,工艺流程框架基本上差不多。任何纸张的工艺流程在框架上都是大同小异的,其差别主要体现在工艺配方上,这是企业的核心机密!特别是特种纸的工艺很难流出,因为在特种纸特别是钞票纸厂工作的人员多数都是长期工作在这个企业的,很少有人流出。他接着说:钞票造纸厂的工艺技术和专有设备属于钞票造纸厂的核心机密,这是不能外泄的,也没有人敢外泄!其它如工艺流程、一般设备和程序控制等与其他各类型的造纸厂几乎是大同小异的。他继续说:任何一个新品种在试生产的过程中都会出现波动,我从事纸业20多年了,每一次大的工艺变动都必须付出一定的成本和代价。
五、9910水印窄中宽和变体水印的形成过程
围绕这些问题我通过一定的渠道与多位纸业上的工程师作过多次沟通交流,下面就把了解到的情况整理如下:
从90年代中后期开始,中国的经济发展便走上了快速发展的轨道,造纸业和印刷业也迎来了大的跨越。印刷业从以往的小打小闹的国产设备向进口设备的大企业大公司进军,一些有点规模的企业纷纷从德国进口海德堡、罗兰等高级印刷机,印刷企业的设备得到了一次更新换代的跨越!纸钞印刷厂也随着时代的步伐在大踏步地前进着。
造纸业更是异军突起,重组并购风靡全国大地,设备等级从原来的低车速、低幅宽向高车速、大幅宽的等级进军。印钞纸厂也是一样,设备和工艺技术都向前大踏步地跨越着。99版纸币的生产正是这个当口开始问世的,印钞纸已经从以往的星水印、古币水印、固定头像水印向花卉水印和数字白水印方面转变。
(一)为什么会出现1-0水印的窄中宽和“0”的形状变化呢?
可以说任何品种的研制到投入生产都需要经历一定的时间跨度,一个新事物的问世并不会一蹴而就,同样必须付出一定的成本和交一定的学费。9910纸钞原纸在试生产的初期,生产状况是很不正常的,不正常的现象表现在如下几个方面:
1、饰面辊处的不正常
饰面辊位于网部的中后端,饰面辊的横向与网部的网面平行地贴合在一起,饰面辊的吃网深度可以根据要求灵活调节,具体位于低真空箱之后高真空箱之前,饰面辊处的湿纸页的干度大约是8-12%。生产初期,由于操作工人对饰面辊的操作适应能力的欠缺,生产不正常是经常的,常常是网部的湿纸页引不到压榨部,导致大量的湿损纸出现而不断地回流到生产系统。
2、压榨部不正常
离开网部的湿纸页的干度大约是18-22%,也就是说湿纸页含有水分78-82%,需要经过压榨部进一步脱水,压榨部压榨辊的线压力是很大的,如果是大辊压榨形式的辊自重就十几吨。原来在网部形成的湿纸页由于水分很大,需要在压榨部进行进一步的强制脱水,其中一部分水分要通过挤压和真空的方式从湿纸页中转移到毛布中。在这一脱水过程中湿纸页要产生变形甚至压溃,从而使湿纸页频繁断头导致生产不正常。
3、干燥部的不正常
从压榨部传递过来的湿纸页的干度在正常的情况下大约在36-45%,换言之就是湿纸页的水分大约在55-64%。如此大水分含量的湿纸页必须经过干燥部来继续脱掉水分。干燥部分前干燥部和后干燥部,在干燥部中间是施胶机,施胶机的作用是给纸页的表面涂上一层胶膜,主要是提高抗水抗墨功能和经过压光整饰之后提高纸面的平滑度的作用。就是这个施胶机在试生产阶段产生断头较多的部位,这也是导致生产不正常的关键点。
4、压光卷取部的不正常
由于前几道工序的不正常断头较多,就会导致压光卷取部频繁引纸,造成大量损纸的出现。
5、切选纸工序不正常
由于所卷出的纸辊断头太多,导致切选纸工序选出大量的损纸。
下面我们再来论述是什么因素导致1-0水印的窄中宽和“0”的形状变化呢?试生产阶段由于各个环节的不正常导致一个突出的现象就是:产生大量的损纸。当所产生的损纸堆放到一定程度后,由于无处存放必须再回到生产系统中,按照前面的损纸流程处理后回到生产流程中进行循环使用,正常工艺的配方都是有相对固定比例的,由于损纸的大量加入,这样就会造成生产系统的配方紊乱和恶性循环。恶性循环的结果就是产品质量严重偏离要求。
损纸的大量回流到生产系统,就会造成纸浆的扣解度(即打浆度)的大幅提升,扣解度的大幅提升将会导致网部、压榨部、干燥部的脱水强度大幅提高,特别是干燥部的干燥强度大大提高。
干燥强度大大提高之后带来的副作用是什么呢?有过造纸经历的人都知道,一方面干燥强度提高以后会使纸页强干燥而产生纸页发皱即凸凹不平现象;另一方面,由于大量损纸浆都要经过磨浆处理导致扣解度的大幅提高,也会使纤维的吸水润涨和分丝皱化程度进一步提高,这样就大大提高了纤维的比表面积,随着干燥部湿纸页水分的不断减少,纤维之间的“水桥”渐渐地消失,随之而来的是纤维之间的氢键结合力逐渐地增大,由于氢键结合力的增大就会使纸页的纵向伸长率和横向收缩率增大。
为了克服纸页强干燥所带来的副作用就必须提高纸页的张力即纸页的拉力,纸页拉力的提高就会使纸页的纵向拉长,纸页纵向拉长的结果就会使水印1-0的“1”和“0”略微变长。同时,由于横向收缩率增大就会使纸页的横幅变窄,横幅变窄的结果就会导致1-0水印的1和0之间的距离收窄,从而导致杠“-”收窄变短。这就是早期9910的1-0水印出现窄距水印的由来。根据生产正常程度的不同,纸页纵向伸长率和横向收缩率的稳定程度不同,就会表现出1-0水印的杠“-”窄中宽的细微变化和“0”高度的细微变化,也就是人们看到的1-0水印的“0”有蛋形、圆形和椭圆形。
只要大家留意观察一下就会发现,即使同为1-0窄水其形状也不是完全一样,或多或少地存在一定差别,无论是“0”高度还是整个水印的宽度。造成这一差别的原因就是工艺配方的不稳定。
注释:以前,面对9910水印的窄中宽等变化我也曾一度认为是9910水印在生产过程中微幅调整模具造成的,通过和行家交流学习才知道这些变化原来是由于工艺配方不稳定造成的,模具并没有改变。所以初版、再版说是不成立的。
我们还可以从另一个现象即水印在纸币票面上的偏移现象看出问题,水印的上下左右偏移现象就是纸页纵向伸长率和横向收缩率明显偏大造成的现象。
当生产达到正常水准的时候,由于各种工艺参数都趋于稳定,造纸车间的“三率”(即抄造率、成品率、合格率)就会稳定在一定的高水准上。生产的稳定必然带来质量的稳定,从水印方面来看,1-0宽距水印是9910的1-0水印的主体表现形式,那就是因为造纸车间正常稳定阶段的水印表现形式。虽然有时在1-0宽距水印中的“-”也有些细微的变化,那是因为工艺备品是要定期更换的,如毛布和成型网等,在工艺备品的前、中、后期,产品质量都会有一定的细微波动。在造纸厂工作过的朋友都明白,在工艺备品的更换周期内质量是会产生相应变化的。从前,个别造纸企业由于没有掌握科学合理地定期更换工艺备品的原理,为了节省消耗经常延期更换工艺备品,结果导致质量严重波动而吃尽了苦头。
通过以上的论述,我们就会明白了为什么9910的1-0水印会出现窄中宽和“0”的形状的细微变化。同时也逐渐地明白了为什么1-0宽距水印是1-0水印的主流表现形式。
同样道理,为什么由1-0水印改为10水印以后,发现10水印也有宽窄变化的情况,如果前面的论述看懂了也就全部明白了。
(二)为什么会出现1﹨0和1∕0等变体呢?
道理很简单,在生产过程中,当1-0水印中的杠“-”的一端出现松动,而另一端还连接着的时候,由于饰面辊和网部的纸页成型网之间的不断摩擦和挤压,1-0水印中的杠“-”的一端开始出现偏离,从而形成了“1﹨0”和“1∕0”等变体。
(三)为什么会出现1-0水印的粗体和细体呢?
道理很简单,主要是由于饰面辊和网部的纸页成型网之间的压力调节造成的。彼此的压力大就是粗体,彼此的压力小就是细体。饰面辊使用初期和后期所带来的粗体和细体的表现形式也有明显区别的。
另外,1-0水印之中的杠“-”的粗细和杠“-”似有似无貌似10水印的现象是这样的:
饰面辊使用初期由于杠“-”与“1和0”比较,高度略低,当饰面辊与网部成型网之间的压力较低时,就会出现杠“-”的似有似无貌似10水印的现象;当饰面辊与网部成型网之间的压力比较适中时,就会出现1-0水印之中的杠“-”比较细的现象。
饰面辊使用的中后期,由于1-0水印模块的磨损严重,“1和0”与杠“-”的高度比较接近时,就会出现1-0水印粗体和杠“-”的粗体现象。
(四)为什么在中后期的水印特别是10水印比较稳定呢?
在造纸厂工作过的朋友,都知道造纸车间的“三率”(即抄造率、成品率、合格率)是生产正常与否的重要指标。不用到现场,通过看“三率”指标就会明白该企业的成本、质量和现场管理的状况。所以,任何一家造纸厂都会把抓“三率”的工作提到一定的高度。抓“三率”是造纸厂最基础又最重要的工作。“三率”的稳定是企业产量、质量、成本稳定的基础和前提!
在9910钞纸原纸生产中后期,由于在生产工艺、设备适应性、人员的熟练程度、处理问题解决问题的能力等等方面,都达到了了一定高的水平,具备了生产真正的和面值相对应的水印即10水印的能力。随着造纸“三率”的稳步提高,产品质量也就得到了稳定,从而使得1-0水印和10水印都趋于稳定在一个较好的水平上。“三率”的稳定也从另一个角度诠释了工艺配方的稳定,工艺配方的稳定必然带来质量的稳定,从而也就带来了水印的稳定。
由1-0水印改成10水印之后,虽然也出现了短暂的质量波动,但很快就稳定了。生产的正常和质量的稳定,是9910水印稳定的坚实基础。通过9910的10水印和0510的10水印比较就会发现,10水印虽然也有细微的变化,但总体上看是很均匀稳定的。这就说明造纸厂在“人机料法环”的全面质量管理方面走上了良性发展的轨道。
六、由9910所用原纸总量推算1-0窄距水印的原纸量
9910共201个冠号,需要原纸5000吨左右,每个冠号需要原纸约20多吨。按照惯例,为了确保质量的稳定性和连续性,每个同一面值纸币的纸张是由同一造纸厂的同一台造纸机生产。按照目前大家了解的1-0窄水的冠号分布情况来看只有1个多冠号,需要原纸大约30吨左右(是中型造纸机正常时一天左右的产量)。
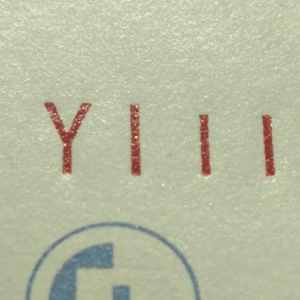
当时由于时间紧、任务急,所以就把开始试生产阶段生产出来的质量相对较差的纸张用于9910FA冠号的印刷(所谓的质量较差是指物理指标有偏差,但在外行人眼里,和质量合格的纸张没什么区别)。从9910FA印刷过程暴露出来的问题反馈到造纸厂,造纸厂停机进行总结和设备的进一步调试,经过努力终于生产出合格稳定的纸张了。从9910FA(封签2001年3月)和FB(封签2001年5月)的封签时间间隔也会得到证实,两个冠号印刷的时间间隔将近两个月。印刷FB冠号时就用上比较合格的纸张了,为了节约生产成本,把印刷FA剩下的一点原纸用在了FB冠号上,从FB冠号流水号段宽水和窄水的分布情况也可以看出一定的端倪。
另外,从FB冠号中1-0水印的“-”似有似无等很杂乱的状况来看,也从另一角度衬托出在生产9910原纸的初期时,饰面辊的使用还不是很熟练的客观状况。
综上所述,9910水印模具只有1-0水印和10水印两种形式已经是不争的事实!窄水、中水、宽水、粗水、细水等系列水印是如何产生的?想必大家心中已经明了。但是,由于客观上的种种原因造成了1-0水印的多种变化,这也是客观存在的事实,这也为收藏领域留下了很多水印细分品种可供爱好者选择的空间。爱好者们可以根据自己的喜好进行适量的收藏和投资。
面对9910的窄水、中水、宽水、粗水、细水等系列品种,该如何把握收藏和投资的原则呢?我的观点是:如果是收藏只要是喜欢就可以进行收藏;如果是投资就要把握市场动态,把握好配册消耗渠道和传递分散管道区别对待的原则,如果能够摒弃一夜暴富的思维,就会使自己的投资立于主动。
本文仅仅是一个爱好者点滴体会的总结,不当之处定然不少,请懂行的朋友们进行补充和斧正。
您的当前位置:爱藏网首页 > 钱币收藏热点 >
揭示1-0水印若干变化的形成机理
-

民国三年袁大头值得入手吗
说起民国三年袁大头相信很多人都是知道的,因为这类型钱币在我国收藏界的意义是非常大的,不过,因为袁大头的版本不一样,它的收藏价值也是存在很大区别的,那么,我们到底应该要如何来判断是否是物有所值的呢?下面就一起来对这种钱币情况进行了解。 民国三...
-

2017贺岁纪念币为什么值得入手
生肖纪念币一直以来是我国非常看重的纪念币题材,有人说,其实2017贺岁纪念币从没有发行时候就已经备受关注,所以说,他们很想知道,这枚纪念币值得入手的理由到底是什么,下面我们就一起来对它值得入手的原因做了解,希望大家了解以后可以知道这枚纪念币到...
-

收购10元奥运纪念钞未来看新高
十元奥运钞其实就是中国官方发行为了纪念北京奥运会的一种纪念币,这一枚奥运钞面值为十元,淡绿色就是它主要的颜色长度,和宽度分别为148.5和72.2毫米,当时发行的时候总量设置为600万张,因此这样的一枚纪念钞具有一定的收藏价值,很多的人都在收购10元奥...
-
2017年鸡年纪念币预约 第一天预
热爱收藏的朋友早就迫不及待等候着2017年生肖纪念币,新币一发行很多人的想法是准又能发个小财了。有的人想藏着做纪念还行造工也非常精美,投资的钱也不多只点闲钱。今年这次发行的币的数量是有点大,不过兴趣于收藏的朋友大多数人更看重意义。所以央行公告...
-

8002补号收藏价值最全分析,把握
我国发行的8002补号并不多,只有六个冠号,它们分别是JX、JZ、ZI、ZJ、ZN、ZO,其中JX是早期冠号中的补号,存世量极少,是8002补号中的珍稀品种。 勿以面值衡量价值,量少才是关键 目前,我国发行的8002补号并不多,只有六个冠号,它们分别是JX、JZ、ZI、ZJ...
-

第五套人民币收藏哪些更有价值
今年已经是人民币发行70周年,并且在2018年末12月28日发行了70周年50元纪念钞,经过70年的从设计到印刷制造变迁,目前使用的是第五套人民币,受过去四套纸币的影响,很多藏友考虑第五套人民币收藏价值大不大。这个需要从多方面分析第五套人民币收藏价值和意义。 ...
-

孙中山普通纪念币库房图流出-孙
从目前的角度来说,孙中山普通纪念币应该会发行,发行消息最快明天将会出来,慢的话过了10.1后。 目前网上流传版本: 3亿的发行量,5元的面值,网上预约兑换 投资分析: 1、短期价位:散币会稳定在12到14.5元以内,短线会冲击20元一枚。卷币则要贵上20%的样...
-
钱币交易的注意事项,投资就是这
钱币交易,这是在收藏市场中非常常见的情况,如今已经逐步演变成社会的一项重要的投资方式。钱币包括有古钱币和纸币,不同的收藏对象有不同的行情,高则百万,低至数元甚至几毛,不同市场行情下的受关注程度也不尽相同,下面,笔者将从古钱币和人民币两大钱...
-
四轮猴票小版张首发,魅力助力收
1980年,中国邮政发行了黄永玉大师设计的第一枚生肖邮票,庚申年猴票,经过市场的考验,如今成为了邮票历史上的传奇。时隔36年,黄永玉大师再度执笔,创作了第四轮生肖邮票,丙申年生肖猴票。 第四轮生肖猴票共有2枚,两枚邮票的图案各有不同,其中彩色底色...












-
纪念币的种类和价值
对于热衷于收藏铅笔刀朋友们来说,纪念币也并不陌生。很多时候,我国发行的纪念币都具...
-
人民币贬值如何理财_你是如何选择?
人民币贬值了你担心你的钱不值钱了吗?十年前的一万块跟现在的一万块差别有多大呢,有...
-
绿水印1角告诉大家什么是奇迹
近些年,人民币的收藏越来越受人关注,各行各业的爱好者们都在积极寻找有价值的人民币...
-
第三版枣红壹角非常珍贵
现在的第三套人民币枣红壹角在钱币收藏市场中,受到广大收藏玩家和百姓大众们的热捧,...